

注释
|
你能发布你的配置以及你如何连接限位开关吗? |
|
我使用 save V1.1e 并且归位工作得很好。如果可能发布配置设置 |
|
确保 Z 限制引脚在 D12 上,而不是 D11。 |
|
Z-lim 引脚在板上是正确的,因为它在最新的 v0.9 中工作正常
|
|
@Protoneer: 感谢您的澄清。如果有的话,v1.1 的归巢周期或限制处理没有太大不同。现在我重新阅读了这篇文章,奇怪的是在按下限制时出现错误:9。当在警报状态期间向 Grbl 发送 g 代码命令时,会出现这种情况。在这种情况下,我认为最好通过完全移除 Arduino 并仅使用 Grbl 对其进行测试来隔离问题。 还@ThomasDalgas 请分享您的 Grbl $$ 设置、$I 构建信息以及您所做的任何其他 config.h 更改。谢谢。 |
|
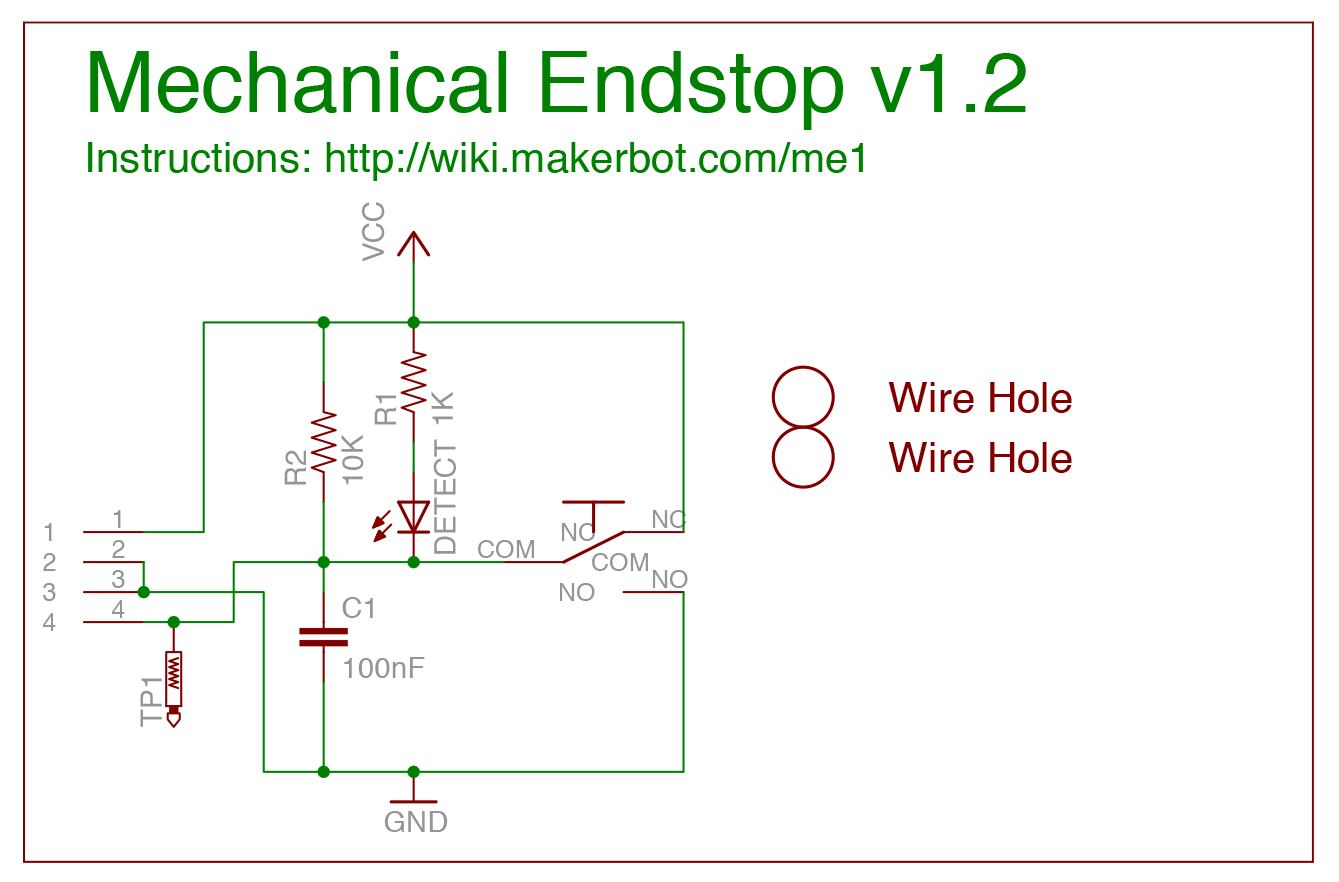
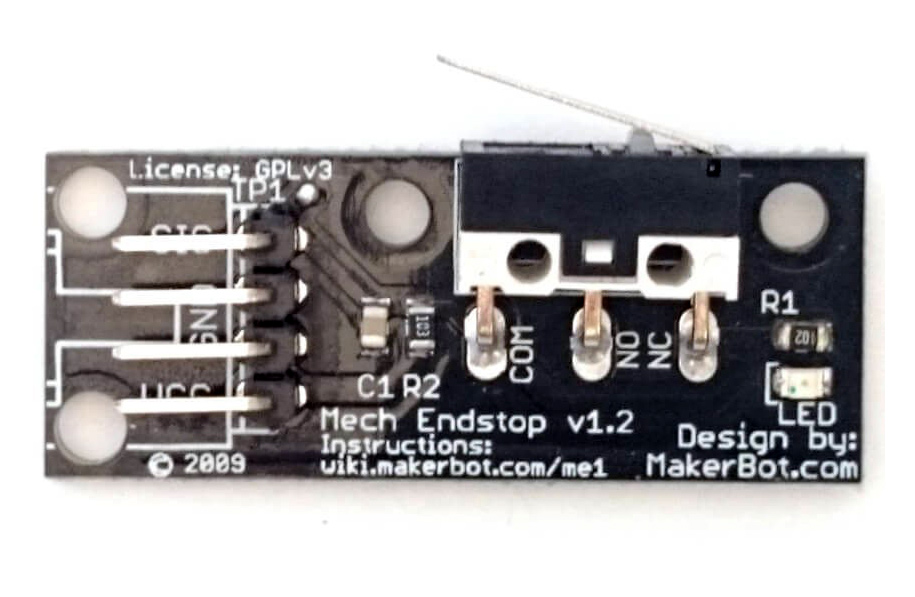
我的 grbl 设置: 它与具有共同点的终点站 XYZ 相连。 我的终点站是 Makerbot 现在,我正在直接在输入端使用单个 NO 开关(按钮)进行测试,结果相同。 |
|
@ThomasDalgas: 到目前为止没有什么特别的。你的 $I build info 字符串打印出来是什么? |
|
你在 XY 上真的有 3m x 3m 的运动吗? 还有你什么时候发送?结束键的返回状态是什么? |
|
不,我刚刚写了一些数字然后忘记了,因为我专注于这个归巢问题。 为了了解发生了什么,我在此处以详细模式从 UGS 复制了文本..: Grbl 1.1e [‘$’寻求帮助] $X 警报:9 Grbl 1.1e [‘$’寻求帮助] 对我来说越来越奇怪了。。 |
|
Z 轴有问题——应该是负数!检查归位方向是否设置正确。 |
|
@ThomasDalgas: ALARM:9 与 error:9 完全不同。ALARM:9 表示“归位失败。在搜索距离内找不到限位开关。尝试增加最大行程,减少牵引距离,或检查接线。” 如文档中所示。 此外,归巢是阻塞的,在完成之前不会显示任何反馈。 你能详细解释归巢周期的作用吗?一步步。这会有所帮助。 @luben111: 位置很好。Grbl 在 0,0,0 启动,它在正方向上搜索 Z。 |
|
@ThomasDalgas: 你有没有更新你的步骤/毫米?它们仍然是 250 步/毫米。您的所有设置都与 v0.9 中的设置完全相同吗?好像不是。 |
|
我明天会尝试其中的一些。这是我的第一个 CNC 构建,所以我是这一切的新手。CNC 从未使用 0.9 运行过。但是我对 grbl 越来越有信心,所以我正在从这次试验和错误中学习。我会在这里报告我的发现。 |
|
我很感激我来到这里的快速反应..非常感谢.. |
|
grbl 的新手,但我遇到了类似的问题。归位/限位开关为 NO,分别连接到 9,10 和 12。开关的另一端直接接地。启用 $21 和 $22 后,我命令 grbl 回家。z 将正确归位(大约一半的时间),然后 x 和 y 轴将在停止前以不稳定/抖动的运动移动约 1/4″ 的行程。多次尝试归位并会得到不同的行为。z会突然移动,然后按 y 直到它碰到限位开关并继续前进。没有显示错误或警告。我想知道我的接线是否有问题或固件是否有问题。 设置: Grbl 1.1e [‘$’寻求帮助] |
如果您遇到不平稳/抖动的运动,您可能需要调整这些轴的加速度和最大速度 – 尝试降低它们。 另一种可能性是步进电机电流非常低,需要增加。 |
|
@luben111, 感谢您的快速回复。几天前,当我开始设置系统时,加速给了我一个问题。调整它,它可以在低速、中速和高速下正常移动。几分钟前再次尝试归位,但仍然遇到同样的问题。有时它会表现得像在没有达到限位开关时……其他时候根本没有意识到限位并继续移动。我想知道我是否需要某个地方的上拉电阻。需要再次阅读指南 |
|
@Flyingbobcats 但是,如果你有不稳/抖动的动作,我更倾向于你有步进电机或机械问题的问题:
抖动/抖动与归位无关,是其他一些问题的良好指标。 |
|
@Flyingbobcats |
|
@luben111 @electrokean,谢谢讨论。 @electrokean,你描述的听起来很准确,我根本无法描述这个动作。颠簸的运动看起来确实像归巢的拉力。其他问题可能与我当前使用的设置有关。我没有安装接头,而是将电线直接焊接到电路板上,并且有一段时间。将安装标头以使故障排除更容易一些。我将添加电容和上拉电阻,看看是否有帮助。谢谢大家,我会告诉你的 |
|
@Flyingbobcats: 我也会将您的 |
|
所以,抽出一些时间来参观我的小项目,我真的让它开始工作了。是的,这完全是关于配置的。在另一个 MPCNC(我的构建)论坛上找到了这个,有人发布了这个配置。 $0=10 (step pulse, usec) 在我获取了我需要的细节之后,一切都立即开始了。 感谢大家的投入。 |




{kind=link}
{kind=link}
{kind=link}
你好
我无法通过 endstops 激活 Homing。
我正在使用 Protoneer Raspberry Pi Board 并安装了 grbl 1.1e 固件。
我问过 Protoneer 论坛,但建议在这里问,因为这可能是一个 grbl 问题。
我启用了 21 美元的硬限制和 22 美元的归位周期,当按下停止点时,我收到错误 9
,我必须解锁板才能继续。
当我激活 Homing Cycle 时,什么都没有发生。
这是通过 bCNC 和 CNC 1.8 完成的。
我错过了帽子里的东西吗?
其他一切工作正常。